металева лиття через пінопластові моделі - висока точність та низька вартість лиття.
Моделювання декоративних та технічних продуктів з піни, а також форми преси.
Інженерний ріст пропорційно збільшує споживання кастингу, обсяг світового виробництва, у 2015 році досяг 104,13 млн. Тонн. До 80% металів отримують у піщаних формах (включаючи спеціальний кастинг, який зберігає актуальність розвитку технології ливарних виробів, враховуючи зростаючі вимоги екології. У ливарні найточніші кастинги можна отримати за допомогою одноразових моделей. Якщо під час лиття в піщаних формах використовуються одна форма часу, тепер вони виливаються вздовж одноразових моделей з піни. Вони виглядають як упаковка з телевізора, або продовольчу тарілку, яка масово визначається на кулеметах, а зовнішні стіни будинків ізольовані полістирольними пінами.
Відповідно до тієї ж технології (як і для упаковки) для серії кастингу, моделі блокуються гранулами полістиролу Peno у форми алюмінієвих пресів (багатомісний для невеликих моделей) з подальшими пінопластами з формами нагрівальних пресів протягом приблизно 3 хвилин. Для одноразових та великих виливків (вагою до декількох тонн) моделі вирізаються з піни з пінопласту з нагрітого ніхромового дроту через шаблони або на макетних машинах (3D фрезер). Модель та кастинг, отримані на ньому, мають високу точність та конкурентну презентацію.
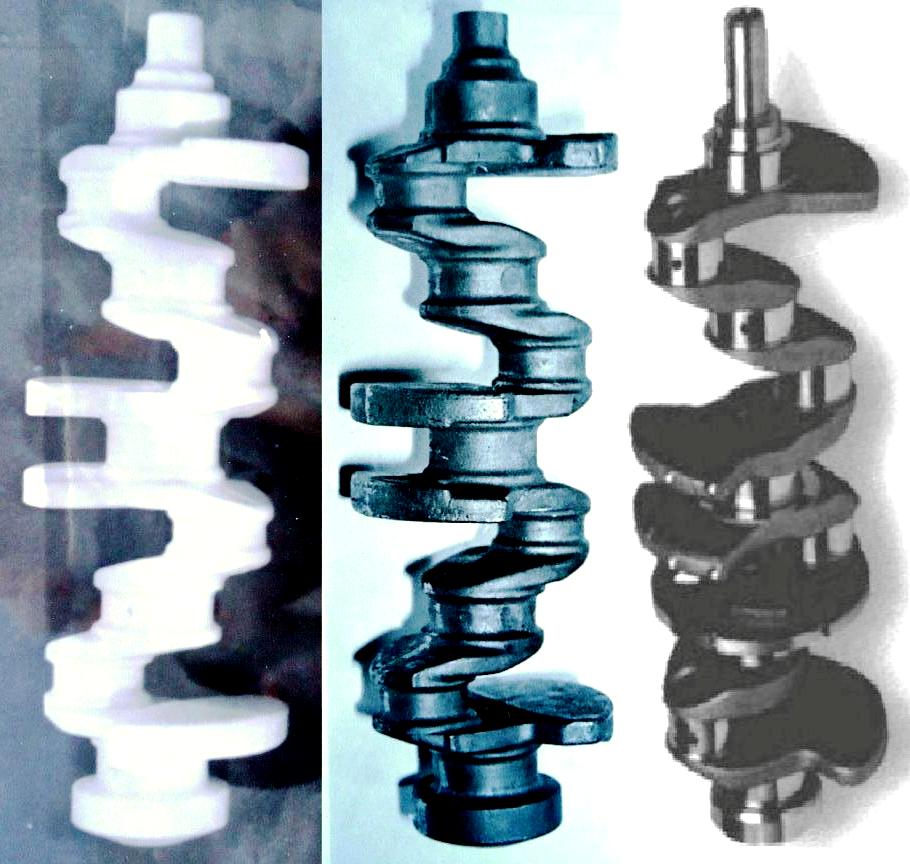
Ви можете вільно бачити об'ємний прототип лиття в моделі, виміряти його стіни, які за допомогою звичайного ліплення для складних лиття з декількома стрижнями не можуть бути зроблені. Модель полістиролу простіше, ніж лиття з чавуну на 300 разів, візьміть модель у свої руки - ніби ви тримаєте порожнечу, яка потім перетворюється на метал. Зазвичай засновники не звикли до цього, стереотипи, закладені в інституті, не дозволяють бачити нові можливості кастингу. Моделі піни покриті фарбою рефрактерним порошком, приклеєні воротами, покриті сухим піском у коробці (контейнер) і виливали металевим. Під час наливання метал випаровує модель і замінює її на себе. Так що модель не палить у майстерню під час наливання, газовий насос висмоктується з контейнера-вакуум підтримує приблизно половину атмосфери (побутовий очищувач вакууму відмовляється до 0,3 атм). Немає смердючих пальників, немає затоків відповідно до форми фігур (немає роз'єму) та зміщення стрижнів і форм під час складання, оскільки самі стрижні з усіма проблемами їх виробництва та вибиванням.
Виробничі майданчики: Модель, лиття, плавлення, очисні споруди оснащені простим обладнанням. Весь ліплення складається з засипки з сухим піском на вібростолі (без масової високої високої високої високої високої високої високої високої високої високої високої високої високої високої високої високої високої високої тоції, тремтіння, складання форм, пневматичних довідок, бігунів). Акцент уваги був перенесений на виробництво моделей - ці «найлегші білі іграшки» з щільністю близько 25 кг/кубічний метр. Моделі складаються з приблизно 97,5% повітря та 2,5% полістиролу, таке виробництво, як правило, «довіряють» жіночими руками, розміщуючи модельні майданчики на другому і вище підлоги будівель. Праця, подібна до упаковки, витісняє зображення ливарного, як маленька шахта.
Революційне охолодження піску після висипання з форм проводиться в прохолодному охолоджувачі - в повітрі або барабанному, як правило, встановлюючи їх бункерами поза майстерні (пісок не боїться морозу). Для чорних та кольорових сплавів використовується однакове внутрішнє обладнання (на відміну від традиційного формування з в'яжучою, коли до нього імпортується обладнання високої якості). Таким чином, вони отримують лити від чавуну і стали всіма типами, бронзою, латунь та алюміній усіх брендів. У коробці на «ялинці чи кущі» десятки кастингу негайно виливають, як у виробництві ювелірних виробів.
Семінари та сайти з цією гнучкою технологією швидко множуються по всьому світу - з Америки до Китаю, в авто та інструментарії, Ford Motors, Fiat, General Motors тощо, кілька сотень патентів на винаходи - і їх потік зростає. Сьогодні, у світі, він виробляє кастинги ~ 2 мільйони тонн на рік, прогнози на найближче майбутнє дають цю технологію 10-20% світового кастингу. Інститут FOMS, Kyiv , розробив обладнання та запустив ряд магазинів сюжетів.
Низькі витрати на модель -формувальні матеріали (1 тонна фітнесу споживає чотири типи: кварцовий пісок - 50 кг, анти -типс - 25 кг, полістирол -піна - 6 кг та поліетиленова плівка - 10 кв. 70-80%, заощадження в ширині металу на 250-300 кг, електроенергія 100-150 кВт/год, маси виливків на 10-20% порівняно з традиційним обуренням ліплення. Великі заощадження забезпечують кастинг складних кастинг від стійких сталей (гвинти для цегли, бити, молотків та деталей дроблення