
Дорошенко В.С. Физико-технологический институт металлов и сплавов НАН Украины
[email protected], т. 38-066-1457832, http://dorosh.domik.ua/
На первый план развития литейного производства металлических заготовок для военной техники выходят аспекты качества продукции и повышения уровня технической культуры производства. Описана одна из перспективных металлургических технологий машиностроения с высокими показателями конкурентоспособности – литье по газифицируемым моделям. По этой технологии специализируется Институт ФТИМС НАН Украины, который имеет значительный опыт по внедрению технологии литья корпусов импульсного разрушения различных размеров, стволов пушек, якорей и винтов для судостроения, гильз судовых двигателей, а также корпусных деталей моторостроения.
Кл. слова: военная техника, литье металлов, литье по газифицируемым моделям, детали двигателей, судостроение, ФТИМС.
Свыше 75% отливок металлических деталей получают в песчаные формы. По технологии литья по газифицируемым моделям (ЛГМ), англоязычное название Lost Foam Casting Process, модели изготовляют главным образом из пенополистирола (реже из других пенопластов) и помещают в формы из сухого песка без связующего. За почти 60 лет со времени своего возникновения годовой объем выпуска отливок в мире этим способом превысил 1,5 млн. тонн.
Конкуренция в литейном производстве с быстрым обновлением продукции вместо массового производства вызывают спрос на мелкие и средние серии отливок повышенной размерно-весовой точности. При этом развитие литейного производства большей частью сопровождается созданием некрупных цехов с гибкими технологиями получения отливок высокой точности и сложности, когда метод ЛГМ оказался наиболее подходящим вместо литья в песчано-глинистые формы, по выплавляемым моделям, в металлические формы или других способов.
В этом способе литья получить модель отливки означает уже наполовину получить саму отливку из металла. Пенопластовая модель отливки на вид похожа на упаковку от телевизора (рис. 1), или разовую пищевую тарелку, которые штампуют миллионами на автоматах, а плитами полистирола утепляют наружные стены домов. По схожей технологии для серии отливок модели производят из гранул пенополистирола в легких алюминиевых пресс-формах при их нагреве до ~130° С. Для разовых и крупных отливок (иногда весом до нескольких тонн) подходит вырезание моделей из плит пенопласта, а также вырезание на фрезерных станках с ЧПУ, большое количество модификаций которых появилось по доступной цене на рынке в последнее время. Модель и полученная по ней отливка имеют высокую точность и конкурентный товарный вид, чему способствует окраска модели быстросохнущей краской с порошком-огнеупором.
Свободно можно видеть отливку в модели, промерять ее стенки, чего при обычной формовке для сложных с несколькими стержнями отливок просто не сделать. Отсутствует смещение стержней и форм при сборке (так как отсутствуют сами стержни). Обычно литейщики не привыкли к таким возможностям технологии ЛГМ и качеству литья, стереотипы, заученные еще в институтах, тормозят понимание потенциала этой технологии. По сути, разъемная литейная форма как бы «исчезла» в ее традиционном понимании, ее заменила литейная форма в виде засыпки модели сухим песком в контейнере. При заливке этой формы металл испаряет модель и собой ее замещает.

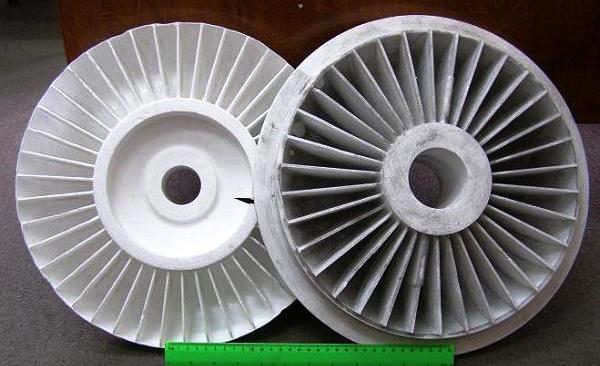
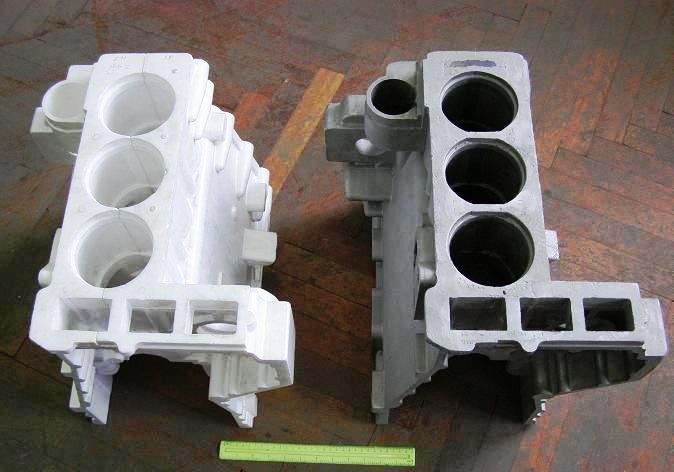
Рисунок 1. Модели и детали двигателя внутреннего сгорания.
Экологическая безопасность технологического процесса обеспечивается исключением из применения токсичных связующих, большого объема формовочных и стержневых песчаных смесей (обычно не менее 4 т отработанной смеси со связующим идет в отвал на 1 т литья), транспортировки их и выбивки отливок. Например, 1 куб. м пенополистирола модели весит 25 кг, если он замещается 7 т жидкого чугуна, то при этом на 1 т литья расходуется 25/7=3,6 кг полимера. Тогда как в формах из смоляных холодно-твердеющих смесей (ХТС) при потреблении 3% связующего в смеси на не менее 3 т смеси на 1 т литья расход составляет 0,03х3000=90 кг полимерного связующего, или в 90/3,6=25 раз больше. Чтобы пенопластовая модель не дымила в цех и для упрочнения формы, при заливке металла в форму и в период его затвердевания из контейнера отсасывают насосом газы – разрежение поддерживают примерно пол-атмосферы. Затем эти газы через трубу вакуумной системы следует подавать для обезвреживания в систему каталитического дожигания, где они окисляются до уровня не менее 98% и в виде водяного пара и СО2 выбрасываются в атмосферу за пределами помещения цеха. Традиционные формы после заливки металлом дымят в помещении как ни вентилируй рабочую зону цеха.
Формовочный кварцевый песок после извлечения из формы отливок, благодаря его высокой текучести, обычно транспортируют по закрытой системе трубопроводов пневмотранспорта, исключающей пыление его в воздухе цеха. Песок поступает в установку регенерации, где освобождается от остатков конденсированных продуктов деструкции пенополистирола, а затем после охлаждения в проходных закрытых охладителях подается опять на формовку при использовании около 97% оборотного песка.
Большинство бункеров, трубопроводов и оборудования комплекса по охлаждению и складированию оборотного песка обычно монтируют за пределами помещения цеха у внешней его стены, при этом сухой песок, который не боится мороза, быстрее охлаждается на открытом воздухе. Изолирование в закрытых трубопроводах потока песка, отсасывание из формы и последующее дожигание газов в сочетании с весьма чистым модельным производством дает возможность создать цеха с высокой экологической культурой производства. На фотографии модельного цеха видно, что он похож на консервный или фармацевтический завод, формовочный участок на фото тоже мало похож на «литейку как маленькую шахту».
Технологические потоки и пространственное размещение моделей в объеме контейнерной формы удобно компьютеризировать, а при изготовлении модельной оснастки все чаще применяют 3D-графику для программ станков с ЧПУ. Созданы, проектируются и внедряются в производство десятки видов конвейерных, оснащенных манипуляторами и линий непрерывного действия, которые хорошо зарекомендовали себя в авто-тракторном моторостроении, литье трубоарматуры и деталей насосов, корпусов электродвигателей, деталей коммунального машиностроения и др. Однако, чаще создаются небольшие производственные цеха, состоящие из модельного, формовочного, плавильного и очистного участков. Они оснащаются простым оборудованием одинаковым для черных и цветных сплавов.

Рисунок 2. Различные отливки из области двигателестроения и общий вид модельного цеха.
Если изготовление форм состоит в засыпании моделей сухим песком с вибрацией в течение около 1-1,5 минуты, то отпадает потребность в высокоточных формовочных машинах прессования, встряхивания, устройствах сборки форм. Внимание перенесено на производство моделей – этих «легчайших игрушек» с плотностью материала 23-25 кг/куб. м, которое обычно «доверяют» женским рукам, часто располагая на втором и выше этажах зданий. Для серийного производства отливок поставляются полуавтоматы, цикл производства пенопластовых моделей на которых составляет около 2…3 мин. и которые «взяты» из упаковочной отрасли, где их используют для производства фасонной упаковки, легкой тары, а также декоративных панелей и элементов фасада.
Способом ЛГМ получают отливки из чугуна и стали всех видов, бронзы, латуни и алюминия всех литейных марок. В литейном контейнере на «елке или кусте» могут сразу лить десятки отливок, как в ювелирном производстве, обычно с почти «ювелирной» точностью. До 90% отливок можно применять без механической обработки.
Цеха и участки с этой гибкой технологией стремительно множатся по всему миру - от Америки до Китая. Большинство крупнейших автопроизводителей Европы и Америки ежегодно используют в производимых автомобилях несколько сотен тысяч тонн точных отливок, полученных способом ЛГМ. General Motors, Ford Motors, BMW, Fiat, VW, Penualt и ряд других фирм полностью перешли в 1980-90 гг. на изготовление отливок блоков цилиндров, головок блока, впускных и выпускных коллекторов, коленвалов для наиболее массовых типов двигателей (рис. 1, 2) методом ЛГМ [1]. Институт ФТИМС НАН Украины, свыше тридцати лет совершенствуя по этой технологии «фирменную» специализацию по ЛГМ под руководством проф. Шинского О.И., спроектировал оборудование и запустил ряд участков в Украине и за рубежом. Сейчас проектирует и поставляет заводам базовое оборудование для литья 100 - 5000 т/год с различной степенью механизации. Изготовление пресс-форм для моделей часто выполняют точным литьем.
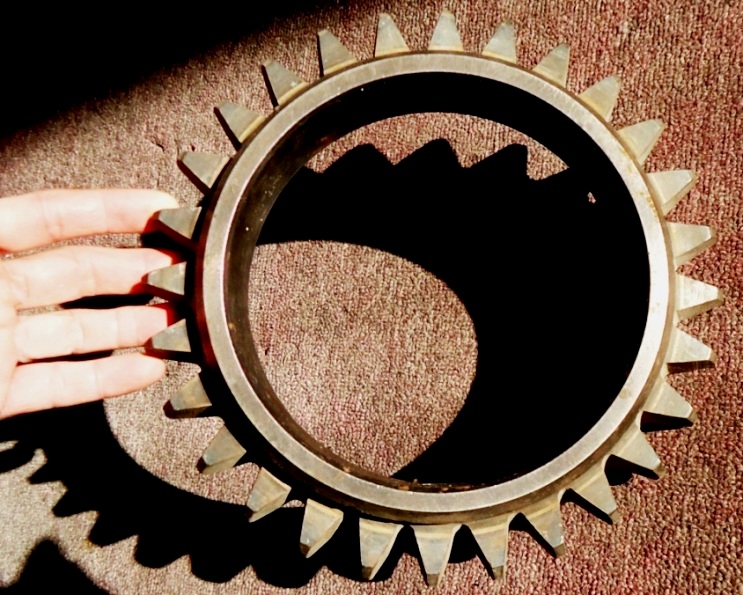
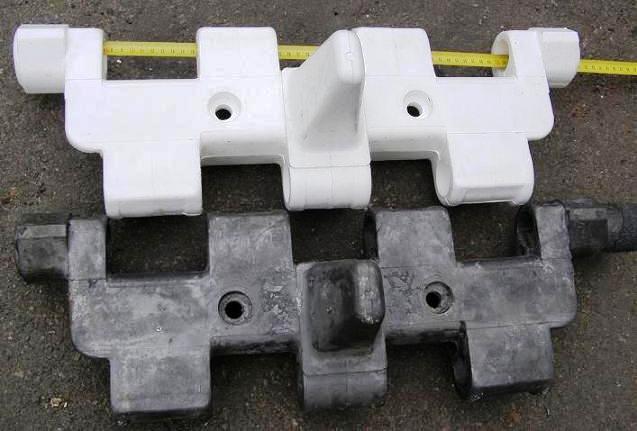
Особенно крупная экономия получается при литье сложных отливок из износостойких сталей (траки и детали гусениц военной техники, бронефутеровок, корпусные детали бронетехники, цепи якорей и сами якоря), т. к. резко снижаются затраты на их механообработку. Льют без ограничений по конструкции колеса, звездочки, головки и блоки цилиндров, коленвалы бензиновых и дизельных двигателей, корпусов импульсного разрушения, корпуса башен военной техники, и др. (рис. 3). Имеется опыт полной комплектации участка по литью танковых стволов, получены отливки, длина которых свыше 4 м. Отработано производство отливок корпусных деталей конструкций для радиационной защиты, в том числе крупных композиционных отливок контейнеров для захоронения отходов со вставками из бетонов и каменных пластин. Капитальные затраты на организацию производства ЛГМ сокращаются в 2-2,5 раза, также как и сроки ввода его в эксплуатацию по сравнению с цехами традиционных технологий литья. Для ремонтного литья легко разместить такие участки при кузнях, термических, ремонтных и других цехах.
Производственный потенциал технологии ЛГМ далеко не исчерпан и настолько значителен, что она позволяет лить не только металлы и сплавы, но и получать композиты и армированные конструкции, которые обладают повышенными в несколько раз служебными свойствами. При этом в модель предварительно вставляют различные детали или материалы, которые формируют композит или армированную конструкцию, а наложение газового давления на жидкий металл увеличивает стабильность пропитки таких изделий со вставками на длину свыше 1м.
ЛГМ-процесс относят к технологиям будущего, учитывая его ресурсоэффективность, высокие точность получаемых отливок и степень оборотного использования формовочного песка. Для промышленников, организующих или реконструирующих литейный цех, технология ЛГМ послужит тем процессом, в котором металл своим оборудованием и рабочей силой переводится в высокотехнологичный товар. Качество продукции и повышение культуры производства заслуженно относят способ ЛГМ к высоким литейным технологиям, которые ломают стереотип, что высокие технологии - это обязательно сложные малодоступные производства. Перечень предприятий, использующих ЛГМ, а также преимущества и перспективы применения этой технологии, приведены в статье [1]. Освоение ЛГМ позволяют опередить на шаг конкурентов в направлении укрепления собственного машиностроения и наращивания возможностей экспортирования отливок.

Рисунок 3. Отливка и модель трака гусеницы, а также отливки и модели корпусов импульсного разрушения.

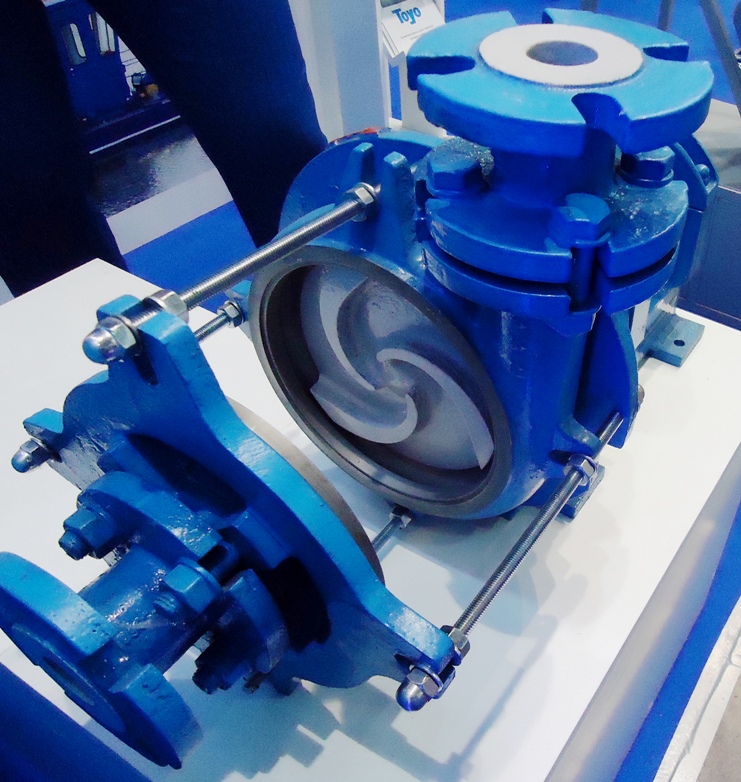
Рисунок 4. Отливки и модели деталей гидравлической аппаратуры, двигателей, суппорта дискового тормоза, траков, коленвала и распредвала.

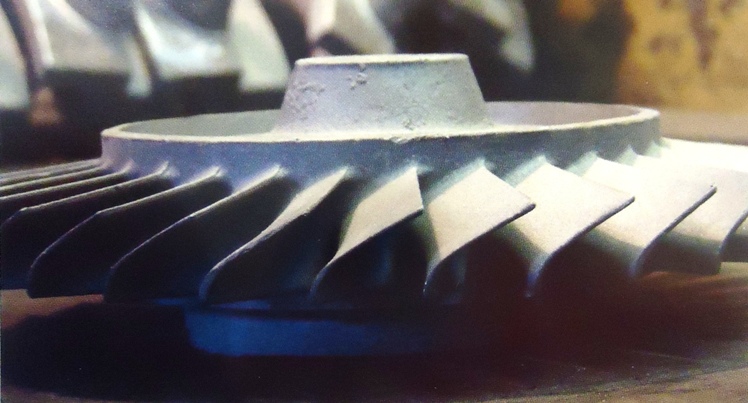
Рисунок 5. Модели коллектора двигателя, заливка металлом литейных форм, модель диска катка.










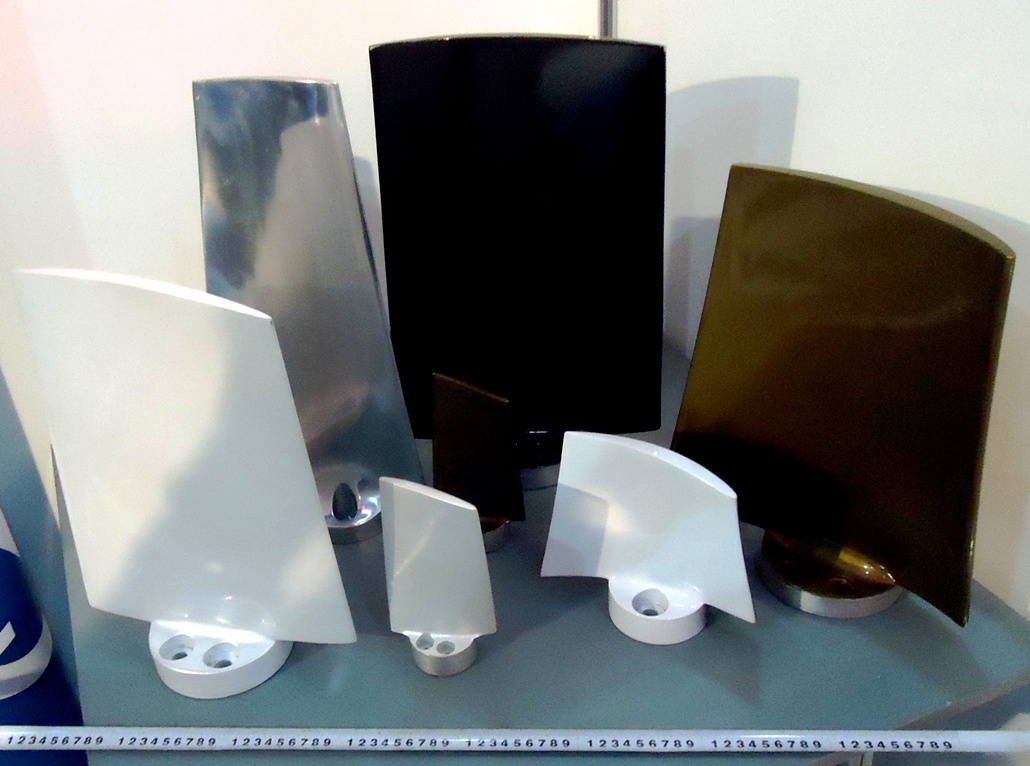

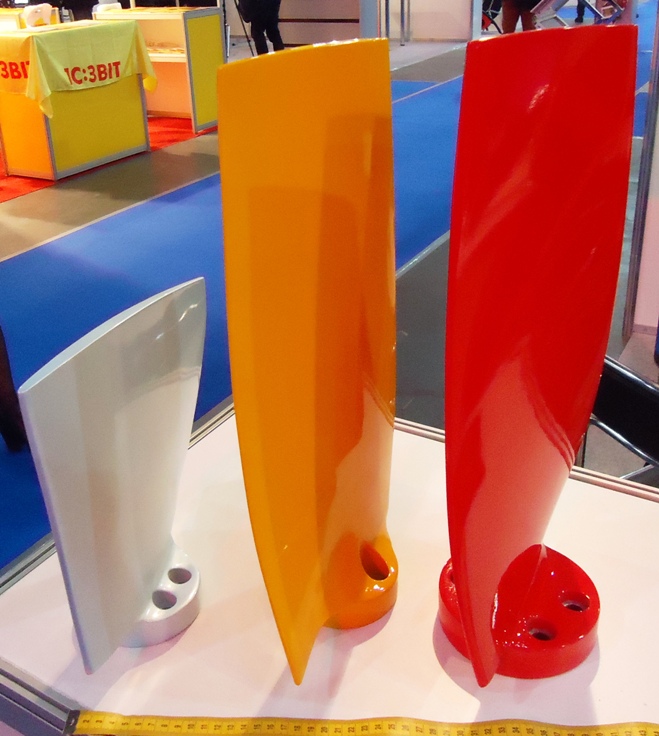





Оливки и модель 2-цилиндрового двигателя, модель якоря, корпус кассетного изделия, модель гребного винта и его отливка из нержавеющей стали и другие отливки спецтехники.
Литература:
- Рибаков С. А. Инновационные возможности литья по газифицируемым моделям, состояние и перспективы этого метода в России // Литейщик России. №4, 2009, с. 44-45.



